DIN1.2746 Acier à outils travaillé à froid
Conservation exceptionnelle des bords
La teneur élevée en carbone et en chrome de la norme DIN 1.2746 garantit un tranchant supérieur, surpassant de 25 % celui de l'acier O1 en conditions abrasives. Elle est donc idéale pour les outils de coupe de précision et les matrices d'emboutissage à forte charge.
Traitement thermique de précision
Le processus de durcissement à l'huile de l'acier minimise le gauchissement, permettant ainsi<0.05% dimensional deviation. Double tempering further stabilizes hardness and reduces residual stress, critical for complex geometries.
Adaptabilité industrielle polyvalente
Des montages automobiles aux empreintes de moules en plastique, la norme DIN 1.2746 s'adapte à diverses applications. Sa stabilité thermique (jusqu'à 400 °C) et son aptitude au polissage améliorent les performances, aussi bien en travail à froid qu'en environnements à températures moyennes élevées.
- HONGXIN
- Chine
- 30 JOURS
- 8000 TONNES/MOIS
- information
Guide complet sur l'acier à outils pour travail à froid DIN 1.2746

1. DIN 1.2746 Acier à outils travaillé à froid Introduction
La norme DIN 1.2746 est un acier à outils pour travail à froid à haute teneur en carbone, au chrome-manganèse, réputé pour sa dureté exceptionnelle (60-64 HRC), sa résistance à l'usure et sa stabilité dimensionnelle. Grâce à sa composition optimisée pour une trempabilité profonde et une distorsion minimale, il est idéal pour les outils de précision tels que les matrices de découpage, les lames de cisaillement et les inserts de moules à injection. Sa conception équilibrée garantit une longue durée de vie dans les environnements industriels soumis à de fortes contraintes, ce qui en fait un choix de choix pour les secteurs de l'automobile, de l'aéronautique et de la fabrication.
| Traitement thermique | Normalisé ; Recuit ; Trempé ; Revenu | |
| État de surface | Noir; Pelé; Poli; Usiné; Meulé; Tourné; Fraisé | |
| État de livraison | Forgé; Laminé à chaud; Étiré à froid | |
| Test | Résistance à la traction, limite d'élasticité, allongement, zone de réduction, valeur d'impact, dureté, granulométrie, test par ultrasons, inspection américaine, test de particules magnétiques, etc. | |
| Conditions de paiement | T/T;L/C;/Money gram/Paypal | |
| Conditions commerciales | FOB; CIF; C&F; etc. | |
| Emballage | Forfaits standards ou selon la demande des clients | |
| Délai de livraison | 30 à 45 jours | |
| Application | L'acier à outils travaillé à froid DIN 1.2746 convient aux applications telles que les matrices de découpage, les calibres de bloc et d'anneau, le frappe, le formage à froid, les matrices de découpage et de formage à froid, les cisailles à froid, les rouleaux, les moletages et les outils de moletage, les pièces de machines, les mandrins, les poinçons et les plaques de poinçonnage, les alésoirs, les lames de cisaillement et de refendage, les matrices d'emboutissage et de filetage bandes. | |
2. Gamme d'approvisionnement en acier à outils DIN 1.2746
| TAILLE | Rond | Diamètre 12-500 mm |
| Plaque/Plat/Bloc | Épaisseur 12 mm à 500 mm | |
| Largeur 210 mm-710 mm | ||
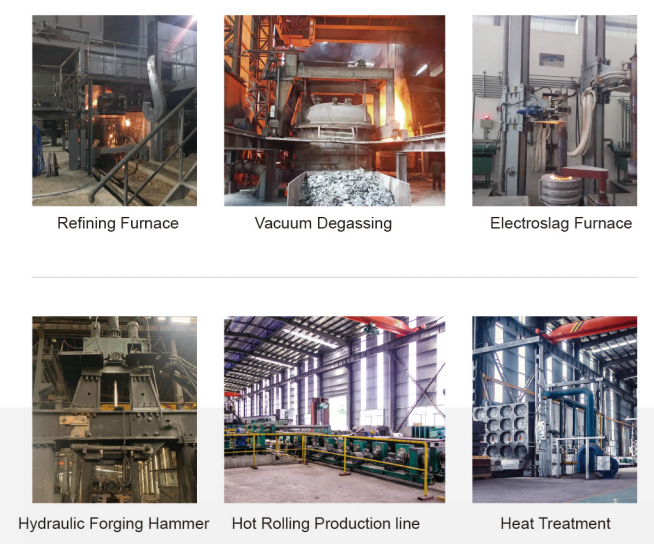
| Processus | EAF+LF+VD+Forgé+Traitement thermique (en option) |
3. DIN 1.2746 Composition chimique de l'acier à outils
| Grade(%) | C | Et | Mn | P | S | Cr | Pour | Dans | Dans |
| DIN 1.2746 | 0,41-0,49 | 0,15-0,35 | 0,60-0,80 | ≥ 0,025 | ≥ 0,020 | 1,40-1,60 | 0,73-0,85 | 0,45-0,55 | 3,80-4,20 |
4. DIN 1.2746 Propriétés physiques et mécaniques de l'acier à outils
Propriétés physiques
| Propriété | Unités métriques |
|---|---|
| Densité | 7,85 g/cm³ |
| Dilatation thermique (20-100°C) | 11,8×10⁻⁶/°C |
| Conductivité thermique | 28 W/(m·K) |
Propriétés mécaniques
| Propriété | Unités métriques |
|---|---|
| Dureté (trempé et revenu) | 60-64 HRC |
| Résistance à la traction | ≥ 1800 MPa |
| Résistance aux chocs (Charpy) | 15-20 J |
5. DIN 1.2746 Traitement thermique de l'acier à outils
Recuit:Chauffer à 760-790°C, refroidir lentement à ≤500°C. Dureté finale : ≤229 HB.
Trempe: Trempe à l'huile de 800 à 830°C pour atteindre 60 à 64 HRC.
Trempe: Revenu à 180-250 °C pendant 1 à 2 heures. Un double revenu est recommandé pour réduire les contraintes.
Température °C | ||||
Formage à chaud Détente de contraintes recuit 1) | 1) Le recuit doit être effectué après l'usinage et avant la trempe | Trempe +Q | Trempe +T | |
1050-900 suivi d'un refroidissement lent | 650 refroidissement du four à 350, puis l'air | chauffage jusqu'à 640- 660 pause, puis 8 80-910 air, huile, polymère, bt 180-220, lit fluidisé (HRC 56) | immédiatement après trempe à 160-250 air ou 250-600 voir le tableau de revenu | |
Doux | Soulagement du stress | Préchauffage | Soulagement du stress | |
recuit +A | +SR | soudage | après le soudage | |
610-650 | 50° sous le | 350 | 550 refroidissement du four | |
refroidissement du régulateur dans le four (HB max 295) | température de revenu | AC1 AC3 | MS Mf | |
730 * 780 * | 230 * 10 * | |||
bt bain chaud. * calculé avec la formule | ||||
6. DIN 1.2746 Applications de l'acier à outils
La norme DIN 1.2746 excelle dans les applications de haute précision et à forte usure :
Matrices de travail à froid: Matrices de découpage, moules de formage et poinçons de précision.
Outils de coupe:Lames de cisaillement, matrices de filetage et couteaux à bois.
Composants industriels: Plaques d'usure, rails de guidage et fixations à forte contrainte.
Moules en plastique:Inserts haute dureté pour moules d'injection.
Pourquoi choisir la norme DIN 1.2746 ?
Une distorsion minimale lors du traitement thermique garantit une précision dimensionnelle.
Durée de vie 25 % supérieure à celle de l'acier O1 conventionnel dans les environnements abrasifs.
Principaux avantages de l'acier DIN 1.2746
Résistance à l'usure supérieure:Le carbone élevé (0,85-0,95 %) et le chrome (1,80-2,20 %) forment des carbures denses, idéaux pour les lames de cisaillement et les matrices de découpage.
Trempabilité profonde: Dureté uniforme dans de grandes sections transversales grâce à une synergie optimisée du manganèse (Mn).
Efficacité économique:Rentable pour une production de volume moyen à élevé, équilibrant performances et abordabilité.
6. Conditions de livraison
Pour forgé à chaud oil fait chaud barre laminée, généralement l'état de livraison est forgé à chaud ou laminé, recuit, tourné brut.
Pour les plaques forgées à chaud, l'état de livraison est généralement forgé à chaud, recuit et fraisé.
Pour les tôles laminées à chaud, l'état de livraison est généralement laminé à chaud, recuit, surface noire.


Hongxin Mold Tech Co., Ltd. possède 1 ensemble de ligne de production de laminage à chaud dans la gamme de tailles de plats 8-80*210-710mm, ronds 16-50mm de diamètre.
12 jeux de marteaux de forgeage hydrauliques d'une puissance de 560 kg à 6 000 kg pouvant couvrir des surfaces plates de 40 à 300 x 210 à 710 mm.
8 ensembles de EF+LF+VD
5 séries de VS
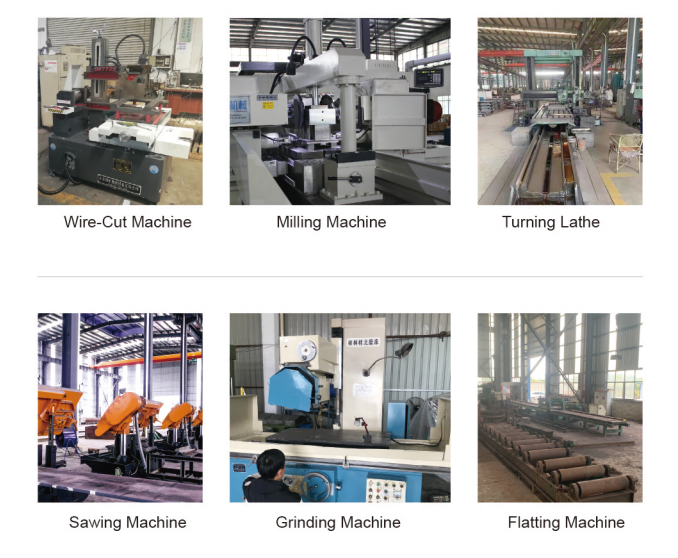
9 ensembles de fraiseuses
10 jeux de tours
6 ensembles de Fraiseuses de précision.

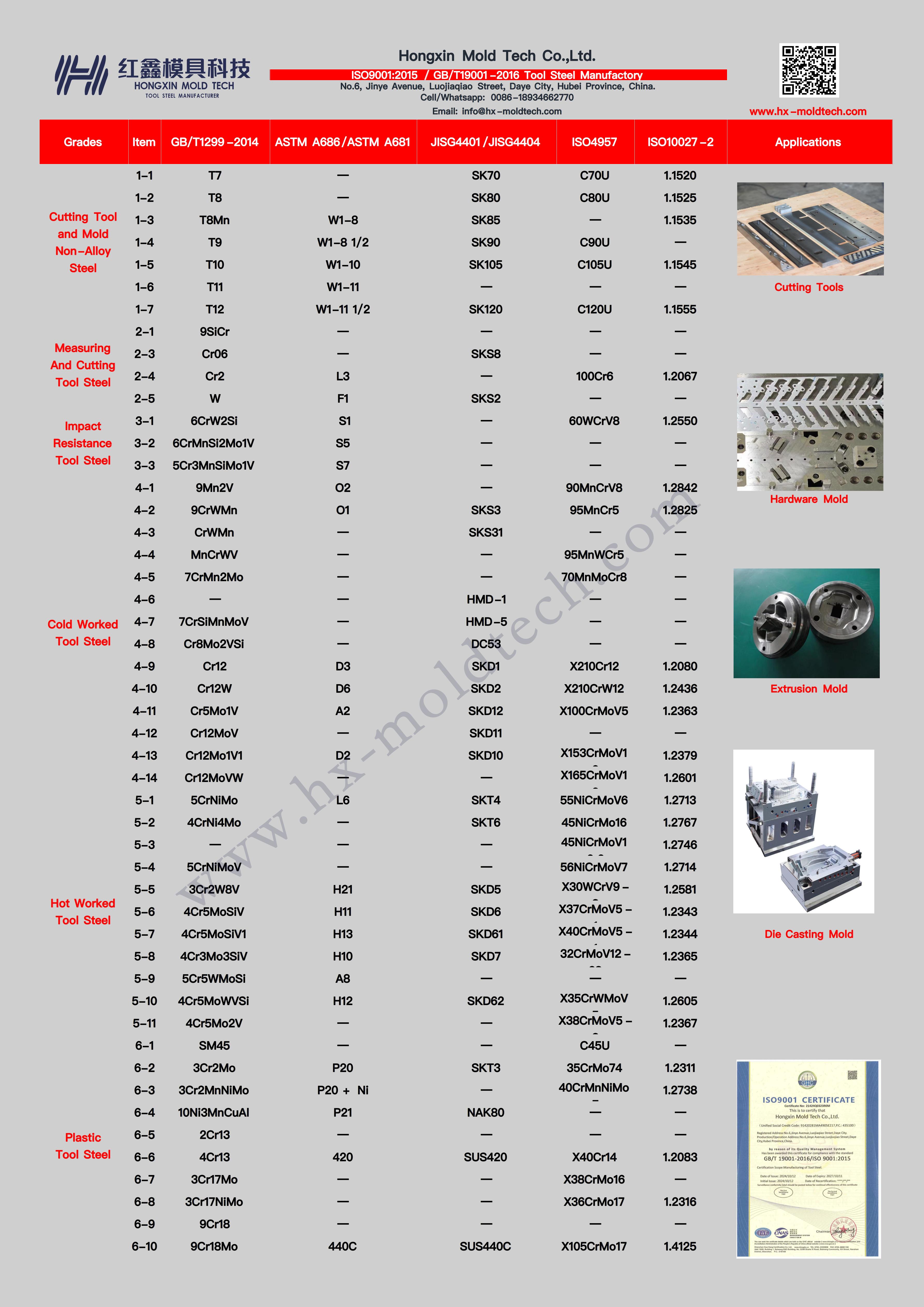
CERTCERTIFICATION : GB/T19001-2016/ISO9001:2015

Liste des produits



Q1 : Êtes-vous une société commerciale ou un fabricant ?
Nous sommes la plus grande usine d'acier à outils de Daye et HuangshiNous pouvons fournir une large gamme de produits en acier.
Q2 : Qu'est-ce que l'emballage d'exportation de barres rondes en acier allié ?
Généralement groupé pour les barres de grand diamètre, de petit diamètre en vrac ou selon la demande du client.
Q3.Quel est votre MOQ ?
Nous acceptons les petites commandes, si elles sont en stock, toutes les quantités peuvent être acceptées.
Q4.Quel est votre délai de livraison ?
Cela dépend de la commande réelle, environ 20 à 35 jours, ou de la négociation.
Q5.Pouvez-vous fournir un échantillon ?
Oui, nous pouvons. Frais d'échantillon en fonction de votre taille.
Q6 : Quels certificats possédez-vous ?
Certificat ISO, ABS, BV, CCS, DNV, Lr, Gl, Mill
Q7 : Comment puis-je obtenir votre devis le plus rapidement possible ?
L'e-mail et le fax seront vérifiés dans les 24 heures, tandis que Skype, Wechat et WhatsApp sera en ligne dans 24 heures. Veuillez nous envoyer votre demande, nous élaborerons bientôt un meilleur prix.