DIN 1.2363 (X100CrMoV5) Acier à outils écroui
Résistance à l'abrasion inégalée
La teneur élevée en chrome (4,80-5,50 %) et en molybdène de la norme DIN 1.2363 forme des carbures de chrome denses, offrant une résistance à l'usure 30 % supérieure à celle de l'acier D2 standard. Cela en fait un matériau idéal pour les matrices de découpage et les lames de cisaillement soumises à de fortes charges abrasives.
Usinabilité de précision et stabilité
À l'état recuit (≤ 255 HB), la norme DIN 1.2363 présente une excellente usinabilité et rectification. Sa faible déformation lors du traitement thermique garantit des tolérances strictes pour les outils complexes tels que les matrices de filetage et les inserts de moulage par injection.
Adaptabilité industrielle polyvalente
Des outils d'emboutissage automobile aux empreintes de moules en plastique, la norme DIN 1.2363 s'adapte à diverses applications. Son équilibre entre ténacité et résistance à l'usure prolonge la durée de vie des outils de 20 %, réduisant ainsi les temps d'arrêt et les coûts de production.
- HONGXIN
- Chine
- 30 JOURS
- 8000 TONNES/MOIS
- information
Guide complet sur l'acier à outils DIN 1.2363 (X100CrMoV5)

1. À PARTIR DE 1,2363 Introduction à l'acier à outils
La norme DIN 1.2363 (X100CrMoV5) est un acier à outils pour travail à froid à haute teneur en carbone et en chrome, réputé pour sa résistance exceptionnelle à l'usure, sa stabilité dimensionnelle et sa trempabilité profonde. Composée de 0,95 à 1,10 % de carbone, 4,80 à 5,50 % de chrome et 0,90 à 1,40 % de molybdène, elle atteint une dureté de 60 à 62 HRC après traitement thermique. Sa répartition uniforme du carbure minimise l'usure des outils en environnements abrasifs, ce qui en fait un acier idéal pour les outils de coupe de précision, les matrices de formage à froid et les composants industriels soumis à de fortes contraintes. Largement utilisé dans les secteurs de l'automobile, de la métallurgie et du moulage plastique, la norme DIN 1.2363 allie durabilité et rentabilité pour les applications exigeantes.
| Traitement thermique | Normalisé ; Recuit ; Trempé ; Revenu | ||
| État de surface | Noir; Pelé; Poli; Usiné; Meulé; Tourné; Fraisé | ||
| État de livraison | Forgé; Laminé à chaud; Étiré à froid | ||
| Test | Résistance à la traction, limite d'élasticité, allongement, zone de réduction, valeur d'impact, dureté, granulométrie, test par ultrasons, inspection américaine, test de particules magnétiques, etc. | ||
| Conditions de paiement | T/T;L/C;/Money gram/Paypal | ||
| Conditions commerciales | FOB; CIF; C&F; etc. | ||
| Emballage | Forfaits standards ou selon la demande des clients | ||
| Délai de livraison | 30 à 45 jours | ||
| Application | L'AISI A2 convient aux applications telles que les matrices de découpage, les calibres de blocs et d'anneaux, le frappe, le formage à froid, les matrices de coupe et de formage à froid, les cisailles à froid, les rouleaux, les moletages et les outils de moletage, les pièces de machines, les mandrins, les poinçons et les plaques de poinçonnage, les alésoirs, les lames de cisaillement et de refendage, les matrices d'emboutissage et les bandes de filetage. | ||
2. Gamme d'approvisionnement en acier à outils DIN 1.2363
| Taille | Rond | Diamètre 12-500 mm | |
| Plaque/Plat/Bloc | Épaisseur 12 mm à 500 mm | ||
| Largeur 210 mm-710 mm | |||
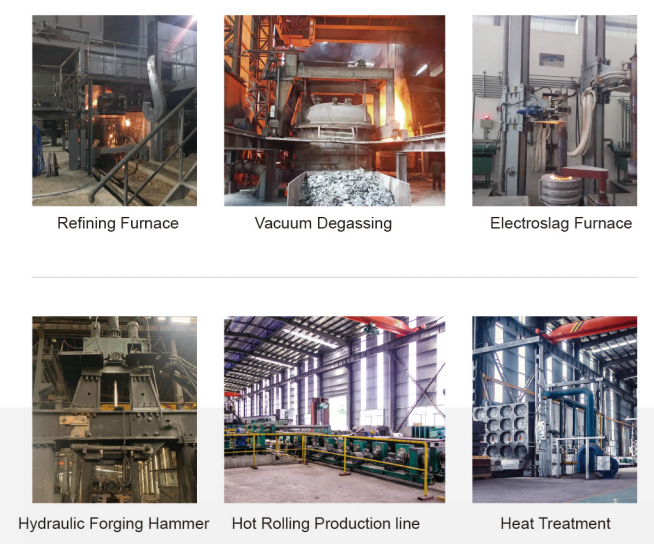
| Processus | EAF+LF+VD+Forgé+Traitement thermique (en option) | ||
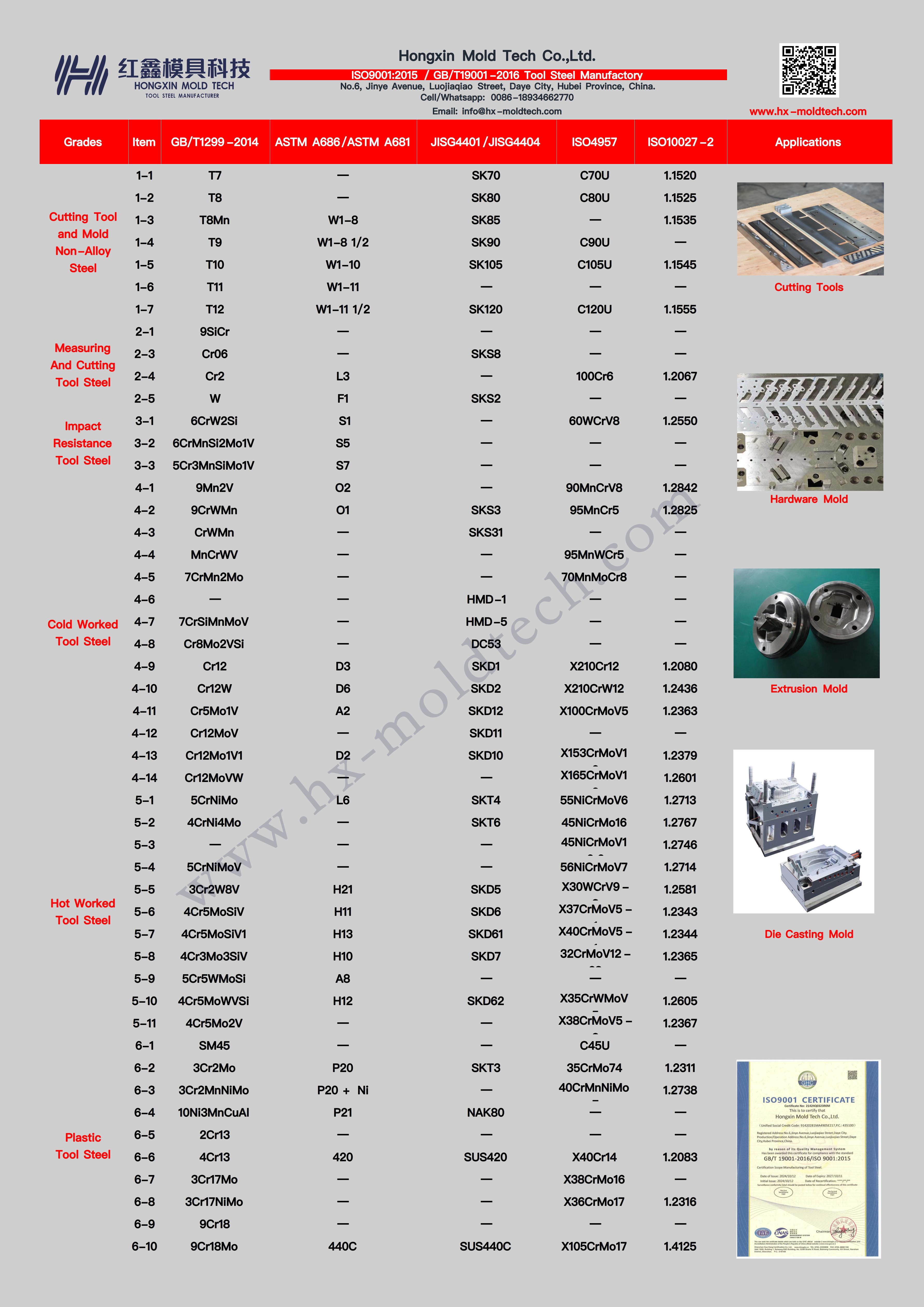
3. DIN 1.2363 Composition chimique de l'acier à outils etÉquivalents mondiaux
| Pays | Chine | Japon | Allemagne | cerf | ROYAUME-UNI |
| Standard | GB/T 1299 | JIS G4404 | DIN EN ISO4957 | ASTM A681 | BS 4659 |
| Grade | Cr5Mo1V | SKD12 | 1.2363/X100CrMoV5 | A2/T30102 | BA2 |
| Grade | C | Mn | P | S | Et | Cr | Dans | Pour | ||||||
| A2/T30102 | 0,95 | 1,05 | 0,40 | 1,00 | 0,03 | 0,03 | 0,10 | 0,50 | 4,75 | 5,50 | 0,15 | 0,50 | 0,90 | 1,40 |
| 1.2363/ X100CrMoV5 | 0,95 | 1,05 | 0,40 | 0,80 | 0,03 | 0,03 | 0,10 | 0,40 | 4,80 | 5,50 | 0,15 | 0,35 | 0,90 | 1.20 |
| SKD12 | 0,95 | 1,05 | 0,40 | 0,80 | 0,03 | 0,03 | 0,10 | 0,40 | 4,80 | 5,50 | 0,15 | 0,35 | 0,90 | 1.20 |
| BA2 | 0,95 | 1,05 | 0,30 | 0,70 | 0,035 | 0,035 | . . . | 0,40 | 4,75 | 5,25 | 0,15 | 0,40 | 0,90 | 1.10 |
4. DIN 1.2363 Propriétés physiques et mécaniques de l'acier à outils
Propriétés physiques
| Propriété | Unités métriques |
|---|---|
| Densité | 7,80 g/cm³ |
| Dilatation thermique (20-200°C) | 11,5×10⁻⁶/°C |
| Conductivité thermique | 28,0 W/(m·K) |
Propriétés mécaniques
| Propriété | Unités métriques |
|---|---|
| Dureté (trempé et revenu) | 60-62 HRC |
| Résistance à la traction | 1800-2100 MPa |
| Résistance aux chocs (Charpy) | 10-15 J |
5. DIN 1.2363 Traitement thermique de l'acier à outils
Soulagement du stress
Après un meulage ou un usinage intensif, il est conseillé de détendre l'acier à outils A2 afin de réduire le risque de fissuration ou de déformation lors des traitements thermiques ultérieurs. Chauffer lentement à 670-700 °C, maintenir au moins deux heures par section de 25 mm, puis refroidir au four.
Recuit
Pour éviter la décarburation, utiliser un four à atmosphère contrôlée ou emballer dans un récipient hermétique contenant un matériau inerte. Pour recuire l'acier à outils A2 afin d'obtenir la dureté la plus faible, chauffer lentement jusqu'à 899 °C (1 650 °F) et maintenir cette température pendant environ deux heures par pouce de section maximale. Refroidir l'acier A2 à raison de 10 °C (20 °F) par heure jusqu'à 650 °C (1 200 °F) et réchauffer à 732 °C (1 350 °F) ; maintenir pendant 3 heures par pouce de section maximale ; refroidir au four à raison de 20 degrés par heure jusqu'à 593 °C (1 100 °F) ; puis refroidir au four jusqu'à 482 °C (900 °F) et refroidir à l'air.
Durcissement
Température de préchauffage : 1 200 à 1 380 °F (650 à 750 °C). Température d'austénitisation : 1 700 à 1 780 °F (925 à 970 °C) mais généralement 1 720 à 1 760 °F (940 à 960 °C).
Trempe
Choisissez la température de revenu en fonction de la dureté requise en vous référant au graphique de revenu.
Chauffer uniformément et complètement à la température souhaitée et maintenir 25 minutes par cm d'épaisseur. L'acier à outils A2 peut subir un double revenu, après refroidissement intermédiaire à température ambiante. Revenu à 200 °C pour un équilibre entre dureté et résistance, ou à 350 °C lorsque la résistance prime sur la dureté. Un temps de maintien minimum de 2 heures par pouce de section maximale doit être respecté.
Trempe
Bain de trempe ou lit fluidisé à 360–430°F (180–220°C) ou 840–1020°F (450–550°C) puis refroidissement à l'air libre
Circulation d'air ou d'atmosphère
Four à vide avec surpression de gaz lors du refroidissement
Huile (uniquement pour les petits outils simples)
6. DIN 1.2363 Applications de l'acier à outils
La norme DIN 1.2363 excelle dans les applications à forte usure et de précision :
Outils de travail à froid: Matrices de découpage, matrices de formage et lames de refendage.
Outils de coupe:Poinçons de précision, lames de cisaillement et matrices de laminage de filets.
Composants industriels: Plaques d'usure, rails de guidage et fixations à forte contrainte.
Moules en plastique:Inserts haute dureté nécessitant une résistance à l'abrasion.
Pourquoi choisir la norme DIN 1.2363 ?
Stabilité dimensionnelle supérieure et rétention des bords sous charges cycliques.
Durée de vie 20 % plus longue par rapport à l'acier D2 conventionnel.
Principaux avantages de l'acier DIN 1.2363
Résistance à l'usure exceptionnelle:Les carbures à haute teneur en chrome offrent une excellente résistance à l'abrasion et à l'usure adhésive.
Trempabilité profonde: Dureté uniforme dans les grandes sections transversales grâce à une conception optimisée de l'alliage.
Rentabilité:Équilibre les performances et l'abordabilité pour une production de volume moyen à élevé.
7. Conditions de livraison
Pour les barres forgées à chaud ou laminées à chaud, l'état de livraison est généralement forgé à chaud ou laminé, recuit, ébauche tournée.
Pour les plaques forgées à chaud, l'état de livraison est généralement forgé à chaud, recuit et fraisé.
Pour les tôles laminées à chaud, l'état de livraison est généralement laminé à chaud, recuit, surface noire.


Hongxin Mold Tech Co., Ltd. possède 1 ensemble de ligne de production de laminage à chaud dans la gamme de tailles plates 8-80*210-710mm, rondes 16-50mm de diamètre.
12 jeux de marteaux de forge hydrauliques de PPuissance de 560 kg à 6 000 kg pouvant couvrir des surfaces planes de 40 à 300 x 210 à 710 mm.
8 ensembles de EF+LF+VD
5 séries de VS
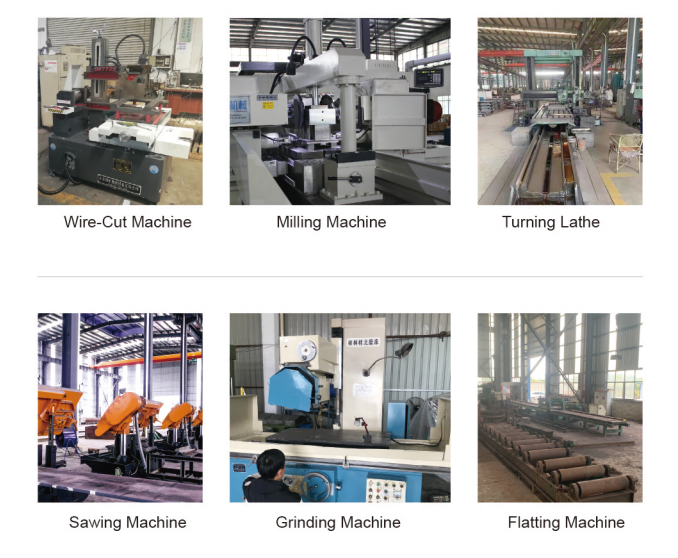
9 ensembles de fraiseuses
10 jeux de tours
6 ensembles de Fraiseuses de précision.

CERTIFICATION : GB/T19001-2016/ISO9001:2015

Liste des produits



Q1 : Êtes-vous une société commerciale ou un fabricant ?
Nous sommes la plus grande usine d'acier à outils de Daye et HuangshiNous pouvons fournir une large gamme de produits en acier.
Q2 : Qu'est-ce que l'emballage d'exportation de barres rondes en acier allié ?
Généralement groupé pour les barres de grand diamètre, de petit diamètre en vrac ou selon la demande du client.
Q3.Quel est votre MOQ ?
Nous acceptons les petites commandes, si elles sont en stock, toutes les quantités peuvent être acceptées.
Q4.Quel est votre délai de livraison ?
Cela dépend de la commande réelle, environ 20 à 35 jours, ou de la négociation.
Q5.Pouvez-vous fournir un échantillon ?
Oui, nous pouvons. Frais d'échantillon en fonction de votre taille.
Q6 : Quels certificats possédez-vous ?
Certificat ISO, ABS, BV, CCS, DNV, Lr, Gl, Mill
Q7 : Comment puis-je obtenir votre devis le plus rapidement possible ?
L'e-mail et le fax seront vérifiés dans les 24 heures, tandis que Skype, Wechat et WhatsApp sera en ligne dans 24 heures. Veuillez nous envoyer votre demande, nous élaborerons bientôt un meilleur prix.